
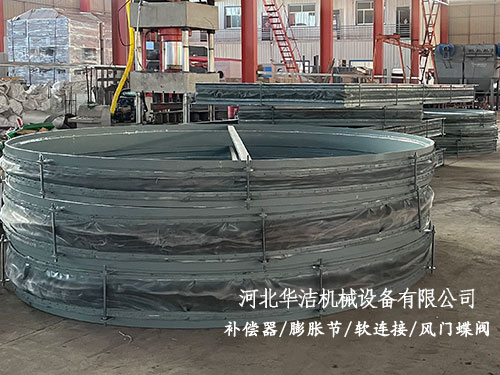

大直径厚壁波纹补偿器的整体成形
波纹补偿器(也称为波纹膨胀节)作为一种良好的变形补偿元件,已在化工、石油、电力、冶金、造船、核能、宇航等各工业部门了广泛的应用。随着技术的发展,大尺寸、高参数、厚壁波纹补偿器在工程上的应用也越来越多,因此类补偿器直径大,壁厚较厚,整体成形非常困难。所以,目前国内的补偿器生产厂家均采用单波分瓣成形焊接的制造工艺进行制造,制造出的补偿器不纵向焊缝,还有环向焊缝,波数越多,环向焊缝也就越多,满足不了GB16749-1997《压力容器波形膨胀节》 标准和使用要求。因此,为了适应市场,适应国民经济的发展,我公司加强对大直径厚壁整体成形金属波纹补偿器的和研究,压制处符合现行膨胀节标准要求并能满足使用需求的大直径厚壁双波液压整体成形补偿器。
双波液压整体成形补偿器设计中,补偿器波形参数及材料厚度的确定非常重要,补偿器属于弹性受压元件,即要求它具有足够的强度并且有 的弹性来吸收设备位移,从而保护设备本身及其配套设施。
双波补偿器整体成形属超塑性变形,成形压力大,并且成形需求的油压机推力也很大,不仅需要油压机的推力大、油缸的行程、油压机两立柱之间尺寸也需满足产品模具的大外径要求。
双波补偿器成形难点:
1)该波纹补偿器成型压力较大,对模具强度要求比较严格,一是强度 满足压制过程中的压力,二是由于补偿器口径大,所有要求模具的,否则无法满足补偿器的尺寸精度要求。为了解决上述两个问题,模具决定采用锻件。中间模采用锻件级销轴式支耳,防止在波纹管压制过程中出现模具的变形甚至断裂,造成事故的发生和损失。
2)由于筒体高度高,一般压力机行程无法满足要求,我公司的22000t油压机行程可以达到2200mm,可以 满足要求。但是单式直径大、压力高对压力机的下平台又提出了一个新的课题,如何平台的强度,经过反复论证,决定外侧使用钢板焊接,内部填充混凝土,混凝土的承压能力可以到达40MPa/平方米, 可以满足要求。
3)密封,由于筒体直径大,所以如何密封称为压制过程中的另一个难题,普通的密Y形密封再加上O型圈密封就很好地解决了这一问题。
4)由于客户要求补偿器交货状态为固溶态,如此大直径的补偿器固溶如何热处理过程中不变形,办法是在补偿器内部增加支撑来防止变形,当时天气还是比较冷的,我们把补偿器放置在户外并用水枪帮助器冷却,顺利地完成了双波补偿器的压制。
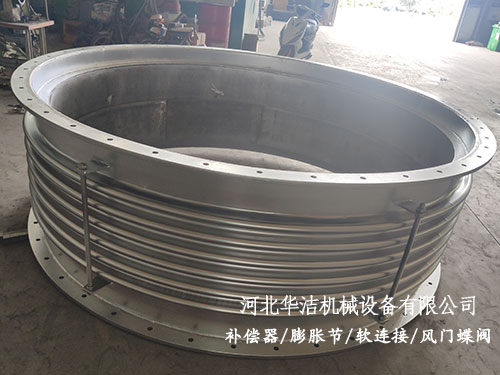
该金属波纹补偿器成形后,内外表面PT检查,无缺陷;波形平整、光滑、无尖波、肥细波等缺陷。波形尺寸 符合GB16749-1997的要求,并测量波纹管波峰、波谷和波测中间位置三者之间的小厚度,减薄量≤10%。
